Warmaster – Herzogtum Gisoreux Teil 2
Wir haben über den Rahmen dieses Projekts gesprochen, das Herzogtum Gisoreux, Bretonen for Warmaster und müssen jetzt zu den nächsten Schritten übergehen, und das wäre der 3D-Druck zu Hause.
Wie kann man das angehen? Ich habe letztes Jahr über meinen Einstieg in den 3D-Druck berichtet, und um transparent zu bleiben, muss man ehrlich sein, was die Kosten angeht, denn online wird viel Augenwischerei betrieben. Wie bereits erwähnt, haben wir bereits 115 EUR Kosten für Basen und STL-Dateien. Was hat die Hardware und das "Verbrauchsmaterial" für den Anfang gekostet?
Mein Resindrucker ist ein Anycubic Photon Mono 4K (UVP von 260 EUR, aber meistens im Verkauf für 200 EUR). Es gibt auch größere und neuere Generationen, aber die kosten ein bisschen mehr. Ich denke, das ist eine gute Wahl, um in den 3D-Druck einzusteigen. Ich habe mir ein Bundle mit dem Wash & Cure 2.0 und einem Liter Resin für insgesamt 350 EUR gekauft. Der Liter würde ausreichen, um die Liste der Miniaturen zu drucken, die ich vorhin aufgeschrieben habe. Aber das ist nicht alles, was du brauchst, um mit dem Drucken anzufangen, denn du brauchst auch noch einige Verbrauchsmaterialien wie Isopropanol, eine Schutzausrüstung usw., um deine Drucke zu reinigen und weiter zu verarbeiten. Ja, du kannst auf die Cure & Wash verzichten, dir ein paar verschließbare Behälter besorgen und du kannst das IPA durch Filtern wiederverwenden, um die Laufleistung dieser Materialien zu erhöhen, aber ich schlage vor, dass du dir einen 5 bis 10-Liter-Behälter Isoprop besorgst, der dich je nach Quelle etwa 30 bis 50 EUR kostet. Dazu kommen weitere 30 bis 50 EUR für Einweghandschuhe, Behälter, Schutzbrillen, Ersatz-FEP-Folien, PTFE-Spray, Küchenpapier usw.



Damit kommen zu den anfänglichen 115 EUR für die Basen und STLS noch einmal grob 450 EUR für die Hardware und weitere Ausstattung hinzu. Zwischenprojektkosten: 565 EUR.
Die Software, die du brauchst, um deinen Drucker in Gang zu bringen, ist meistens kostenlos. Ich verwende Chitubox für die Stützen und Photon Workshop für das Slicing. Beide sind kostenlos erhältlich. Andere verwenden Lychee, das es in einer kostenlosen und einer Pro-Variante gibt.

Ein größerer Drucker würde etwa 200+ EUR zusätzlich kosten. Da ich nicht vorhabe, eine größere Anzahl von >28mm Miniaturen oder Geländestücken zu drucken, sondern hauptsächlich kleine Systeme, Streugelände und Bits, genügt mir das kompakte Druckbett des Mono 4K. An dieser Stelle möchte ich noch einmal darauf hinweisen, dass 3D-Druck ein Hobby für sich sein kann, dass er viel billiger geworden ist als damals, als ich 2018 zum ersten Mal auf die Formnext war, und dass er dank 4K und höherer Auflösung eine echte Alternative zu Plastik- oder Resin-Miniaturen ist, die gegossen werden. Aber das bedeutet nicht unbedingt, dass es Plug-and-Play ist, denn die Kalibrierung der Drucker kann - je nachdem, was du drucken willst und wie deine Umstände sind - zeitaufwändig sein. Ich verwende das normale Anycubic Grey Resin (405 nm UV-Wellenlänge) für meine Drucke. Einige Sorten wie das transparente sind spröder, und es gibt Marken, die flexibler sind. Je nach deiner "Spielroutine" könnte es also eine Option sein, danach Ausschau zu halten. Normalerweise kostet ein Liter Harz etwa 20-25 EUR, kann aber auch teurer sein, wenn es besondere Fähigkeiten abdecken soll.

Uncle Jessy, ein Content Creator für 3D-Druck, hat dazu ein sehr gut recherchiertes Video gemacht, das dir einen guten Einblick gibt und kostenlose Dateien zum Kalibrieren enthält. Abhängig von der Luftfeuchtigkeit, der Temperatur, der Marke des 3D-Druckers und des verwendeten REsins können einige Faktoren unterschiedlich sein und müssen entsprechend angepasst werden, sodass nicht alles von Anfang an perfekt ist (aber sein kann). Ich empfehle dringend, dass dein erster Druck keine 15 cm große Büste ist, sondern eine der Kalibrierungs- oder Testdateien, um zu sehen, ob alles zusammenpasst, denn 3D-Drucken braucht Zeit und du kannst die Ergebnisse meist nicht sofort und erst richtig sehen, nachdem du deinen Druck gereinigt hast. Try & Error kann ganz schön anstrengend sein, vor allem, wenn du neu in diesem Bereich bist und vielleicht keine Leute um dich herum hast, die dir bei der Einrichtung oder Fehlersuche helfen können (denn online um Hilfe zu bitten, kann eine echte Qual sein).
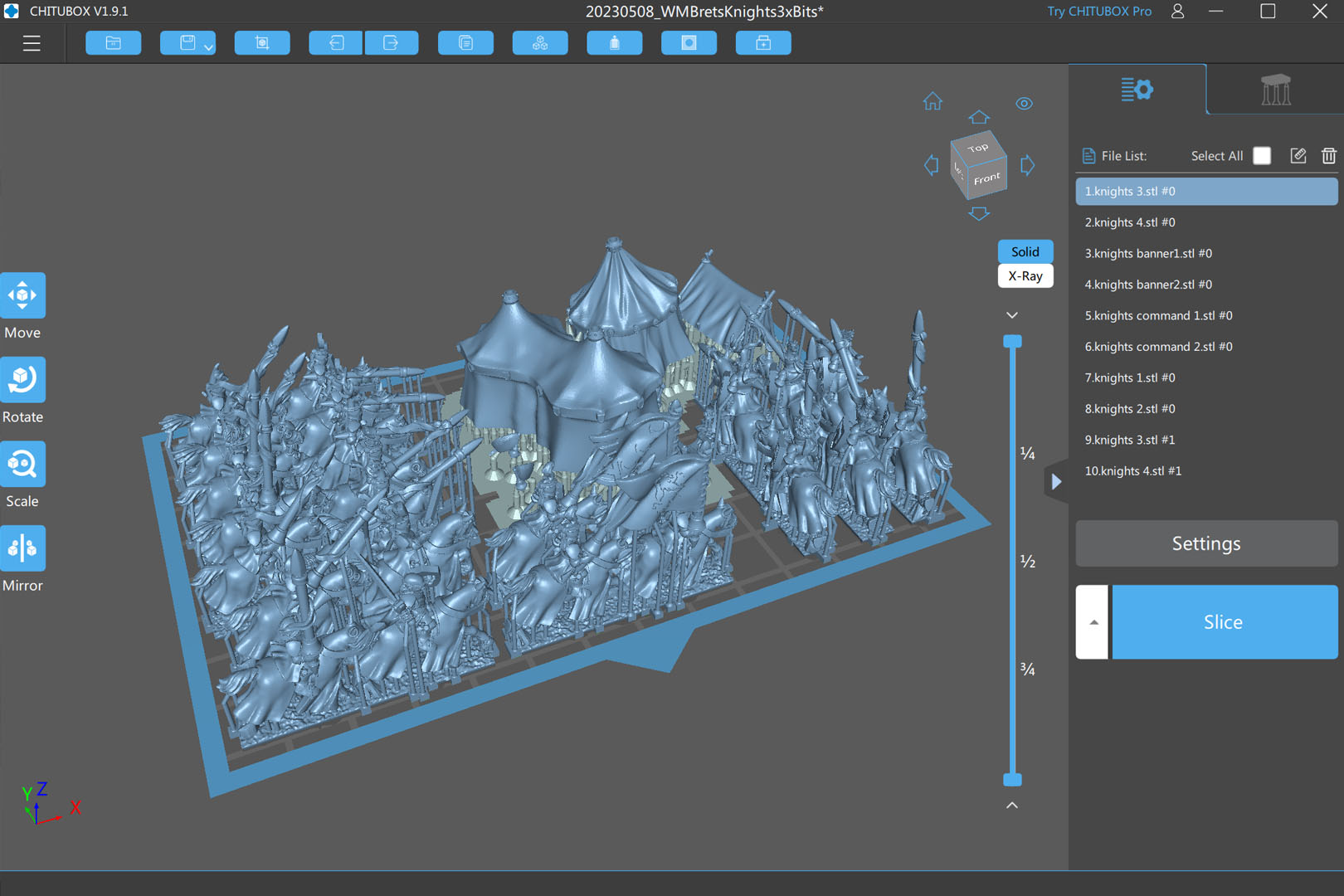
Wir haben unsere STL-Dateien, die die Miniaturen im druckbaren 3D-Format abdecken, und das erste, was wir tun wollen, ist, sie in unserer Software zu platzieren, um sie zu slicen (das heißt, in ein Format zu übersetzen, das der Drucker in 3D-Informationen interpretieren kann). Die 3D-Informationen werden in 2D-Bitmap-Bilder umgewandelt, die dem Drucker die Information geben, welche Bereiche des Bildschirms aufgehellt werden und das Resin in diesen Bereichen aushärten soll, Schicht für Schicht, bis wir ein vollständiges Modell haben.
Manche Content Creator stellen ihre Modelle bereits pre-supported (also mit den Stützen die zum 3d Druck notwendig sind) zur Verfügung. Wenn diese getestet sind, kannst du den Schritt, deine Modelle für den Druck zu stützen, überspringen (was ich in chitubox mache). Amera Labs hat einen Artikel über die Grundlagen und VogMan hat ein tolles Video gemacht, in dem die Grundlagen erklärt werden. Normalerweise musst du STL-Dateien in einem Winkel ausrichten, Stützen hinzufügen usw., um die Grundlage für einen erfolgreichen Druck zu schaffen. Bei den meisten Warmaster-STLs haben wir den großen Vorteil, dass die Base das übernimmt und du sie sofort in Chitubox oder Photon Workshop platzieren kannst, bis deine Platte gefüllt ist oder du alle Miniaturen abgedeckt hast, die du brauchst.
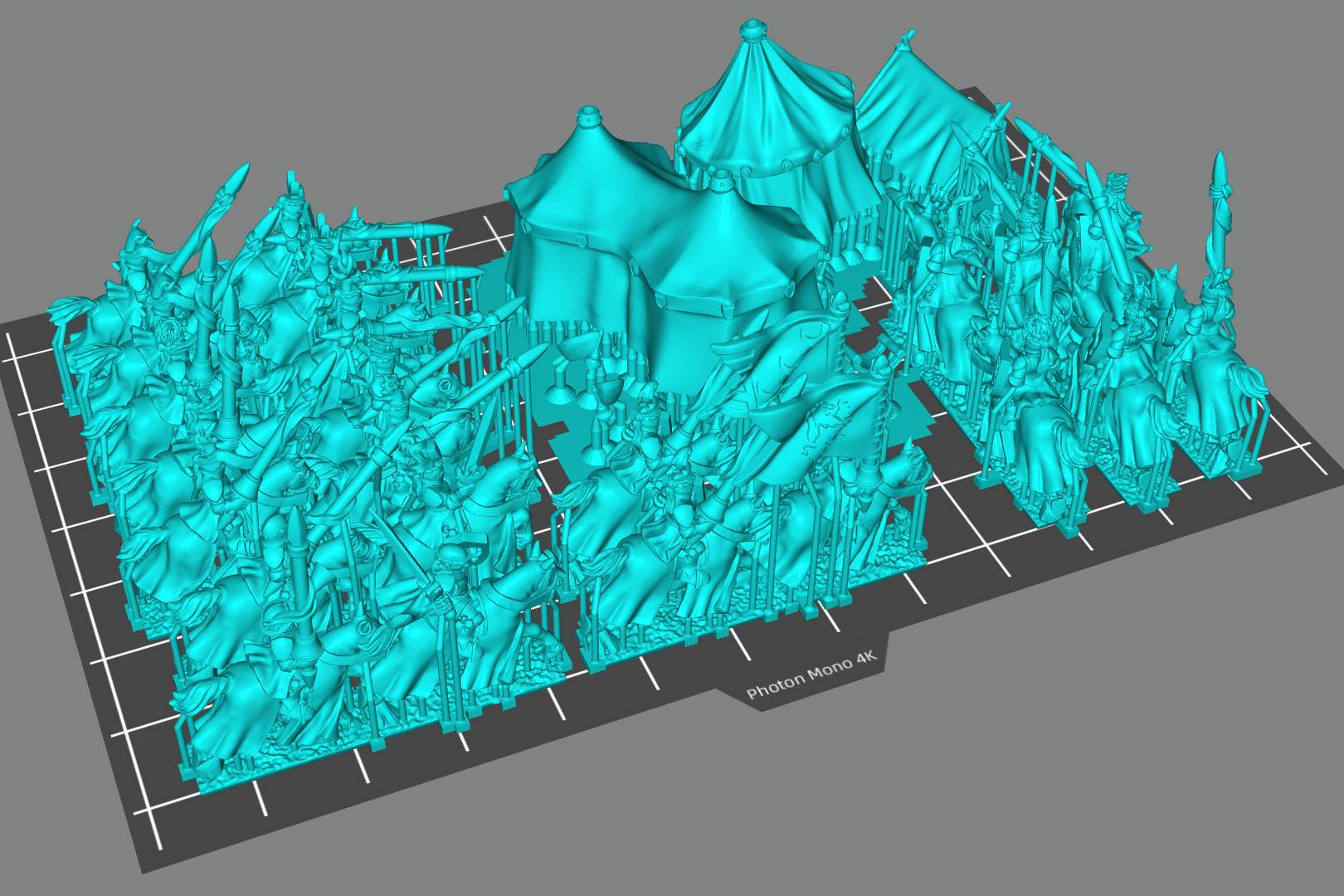
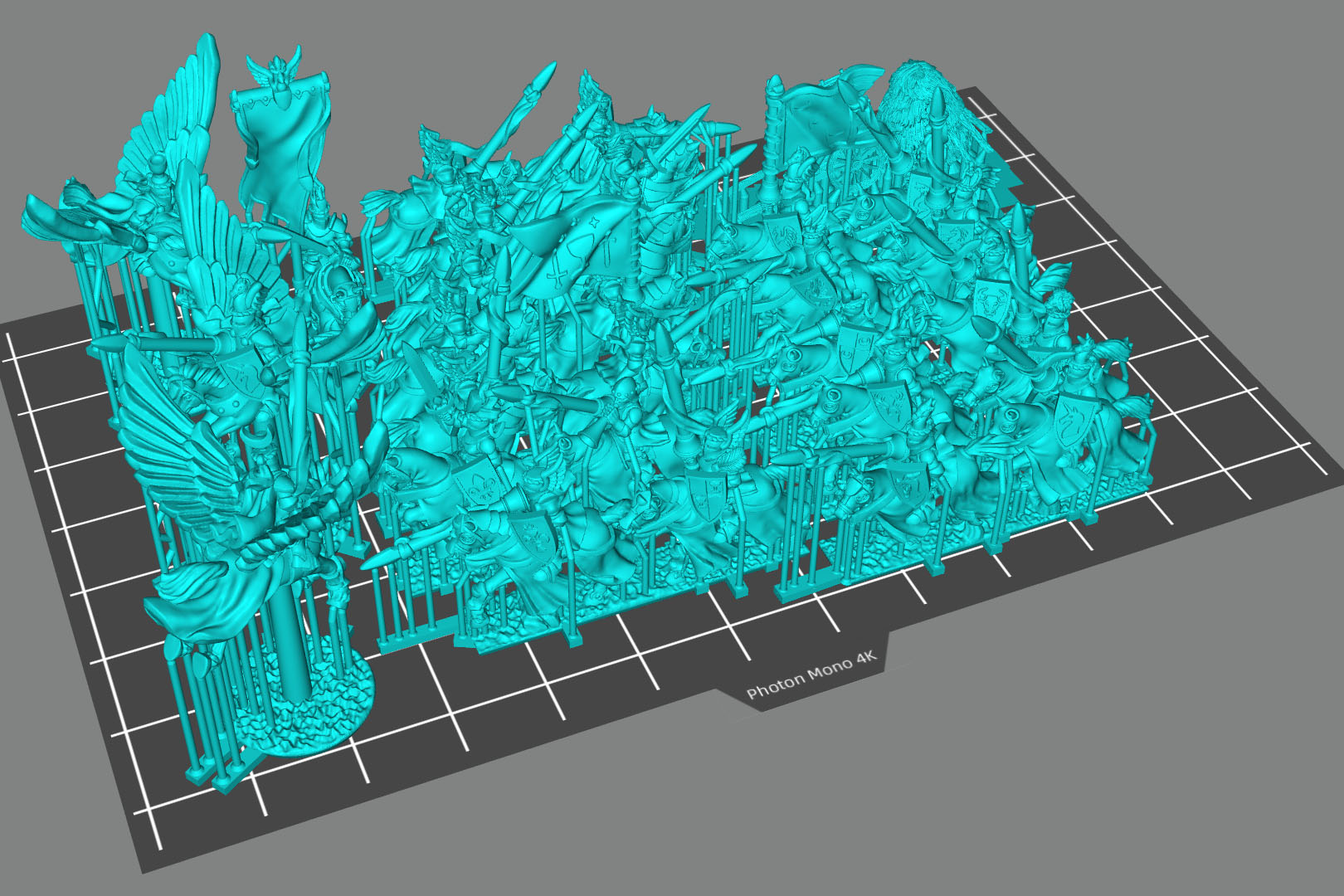
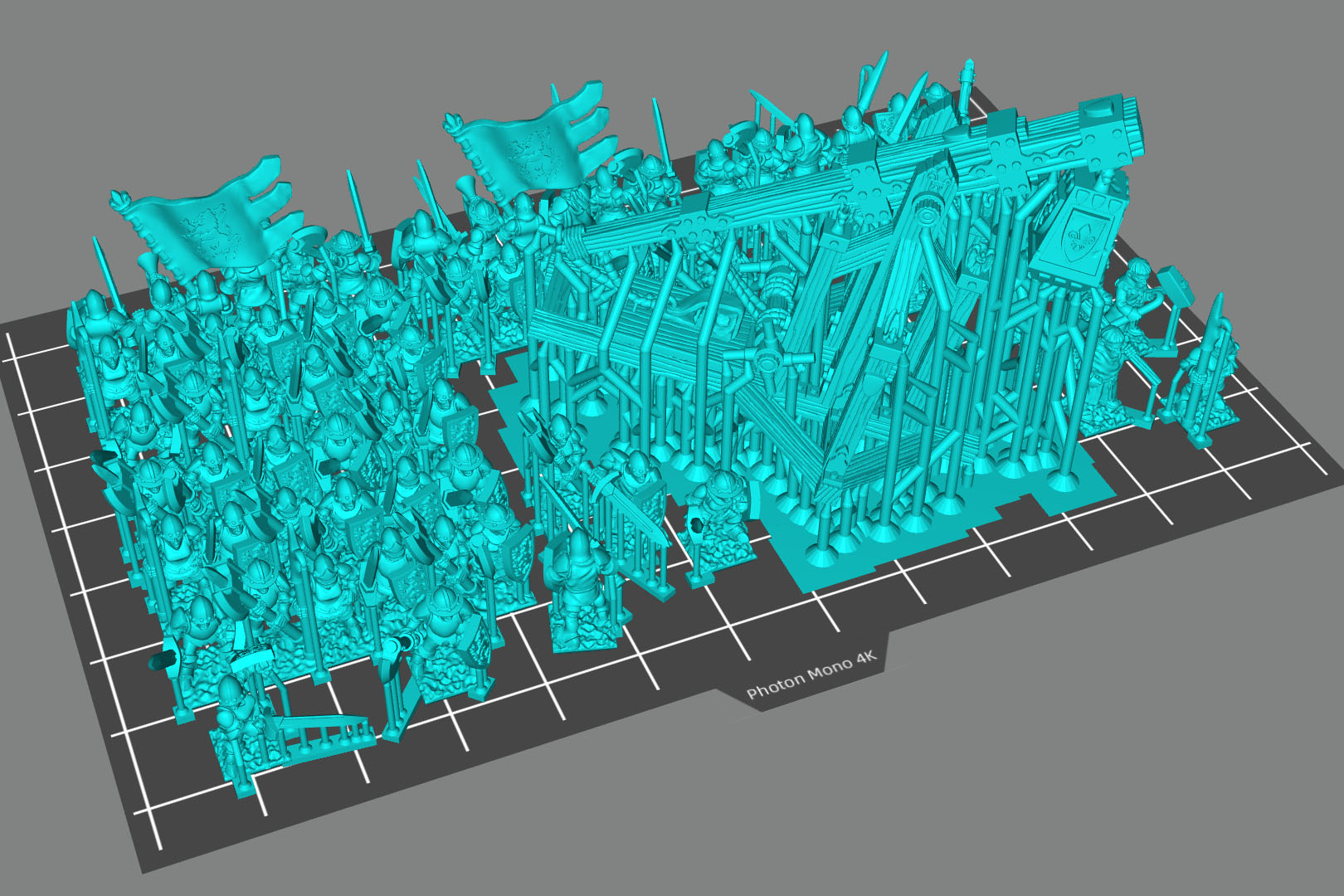
Ich habe versucht, sie in logische Gruppen einzuteilen, so dass ich mehrere Exemplare oder in Chargen drucken konnte, die den Platz optimal ausnutzen und mir sofort volle Einheiten liefern. So entstand ein Druckplan mit den folgenden Artikeln:
- 3 Platten mit Rittern (und Geländebits)
- 1 Platte Bauern
- 2 Platten Landsknechte und einem Trebuchet
- 1 Platte Bogenschützen
- 1 Platte Knappen (mit zusätzlichem Geländekleinkram)
- 1 Platte Grals- (und Pegasus) Rittern (mit zusätzlichem Geländekleinkram)
- 1 Platte mit den Helden
Forest Dragon deckt die STLs nicht nur als Streifen ab, sondern auch einige Posen als Einzelteile, also fügte ich diese zu leeren Stellen auf dem Druckbett hinzu, um ein paar Optionen für die Helden- oder Trebuchet-Basen zu haben.
Wenn das erledigt ist, benutze ich Photon Workshop, um sie zu slicen und pwma-Dateien für meinen Drucker zu erstellen. Ich verwende die folgenden Einstellungen. Sie können sich von deinen unterscheiden, aber bei mir funktionieren sie sehr gut und ich hatte bisher nur sehr wenige Fehldrucke oder Fehler an den Modell.
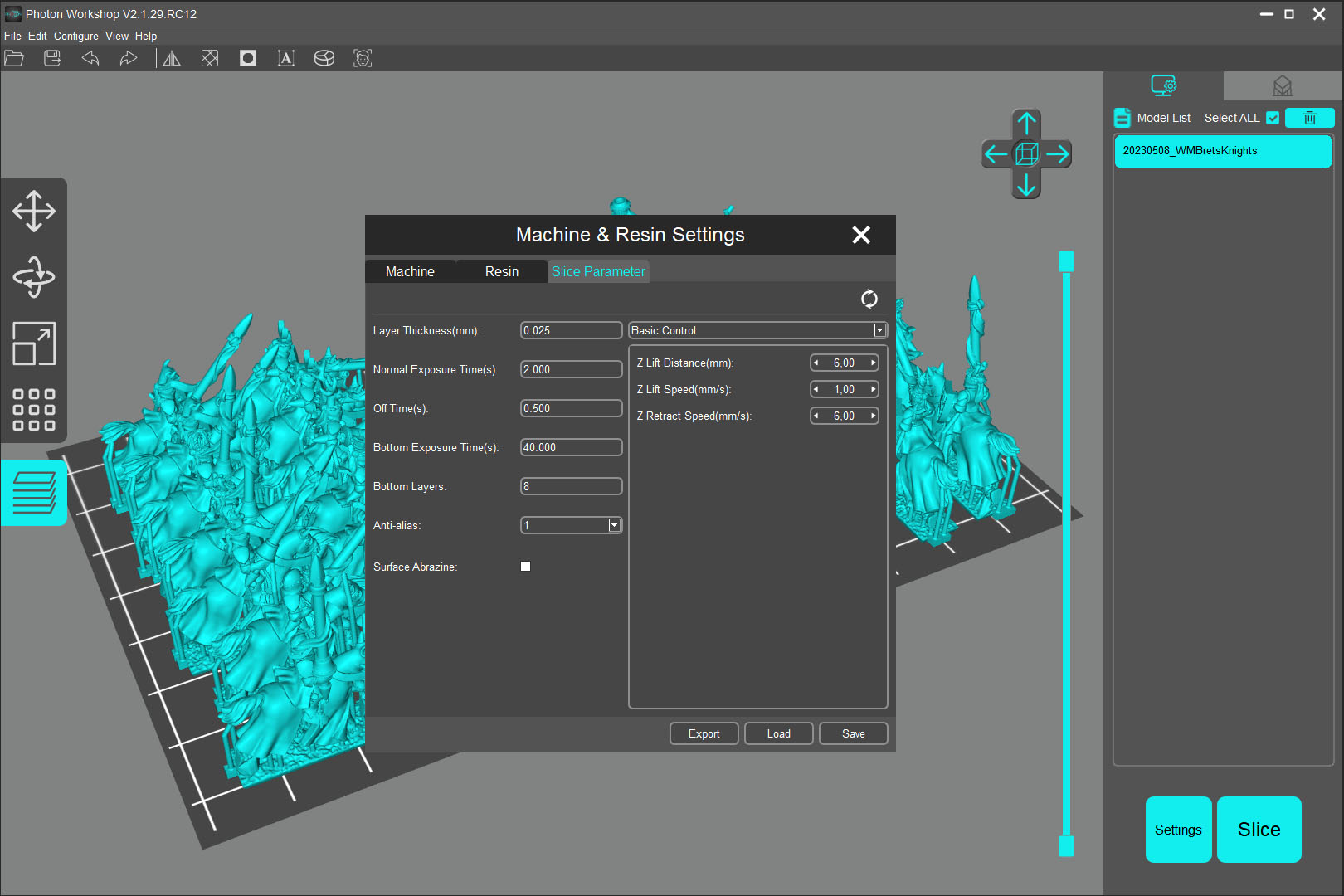
Da ich ein großer Fan von Struktur bin, benenne ich meine pwma-Dateien entsprechend mit Präfixen und Benennungsformaten. YYYYMMDD_FileName_LayerHeight-Zeit-Volumen-BenötigeAnzahlDrucke.pwma, also zum Beispiel diese Dateien
- 20230508_WMBretMaATreb-025-6h20m-25mlx2.pwma
- 20230508_WMBretsKnights+Bits-25-4h30m-35mlx3.pwma
wurden im Mai 2023 erstellt, decken meine Warmaster Bretonen Einheiten der Men-at-Arms und Trebuchets sowie Knights und Bits ab, haben eine Schichthöhe von 0,025 mm, sollten 6h 20m oder 4h 30m pro Platte brauchen (Das ist glatt gelogen, es dauert immer länger - bei mir etwa Faktor 1,3 - 1,5) und würden 25 bzw. 35 ml Harz verbrauchen, sowie 2 oder 3 Mal gedruckt werden müssen. Das hilft mir, alle Informationen zu haben, die ich brauche, wenn ich ein Projekt nach einer Pause wieder aufnehme.
Sobald diese eingestellt sind, kopiere ich sie auf einen USB-Stick und übertrage sie auf den Drucker. Ich habe meinen Drucker in unserem (unbenutzten) Kinderbadezimmer aufgestellt, da sie noch recht jung sind und unser Elternbadezimmer benutzen. Die Vorteile dieses Raums sind, dass er abschließbar ist, gefliest, belüftet und komplett verdunkelt werden kann, um das UV-Licht Streulicht zu minimieren, das die Drucke stören könnte. Der einzige Nachteil ist, dass ich nur wenig Platz zum Arbeiten habe, da es sich um ein "Gästebad" handelt, und ich würde dringend empfehlen, einen richtigen Arbeitsbereich für die Nachbearbeitung zu haben.
Was bedeutet Nachbearbeitung in Bezug auf den 3D-Druck? Nun, du kannst deine Drucke nicht direkt aus dem 3D-Drucker verwenden. Sie müssen gereinigt werden - von zwei Dingen. Zum einen von überschüssigem, nicht ausgehärtetem Harz und zum anderen von den Stützen. Es gibt verschiedene Möglichkeiten, dies zu tun, und es hängt ein bisschen davon ab, wie groß deine Drucke sind und in welcher Menge du druckst.
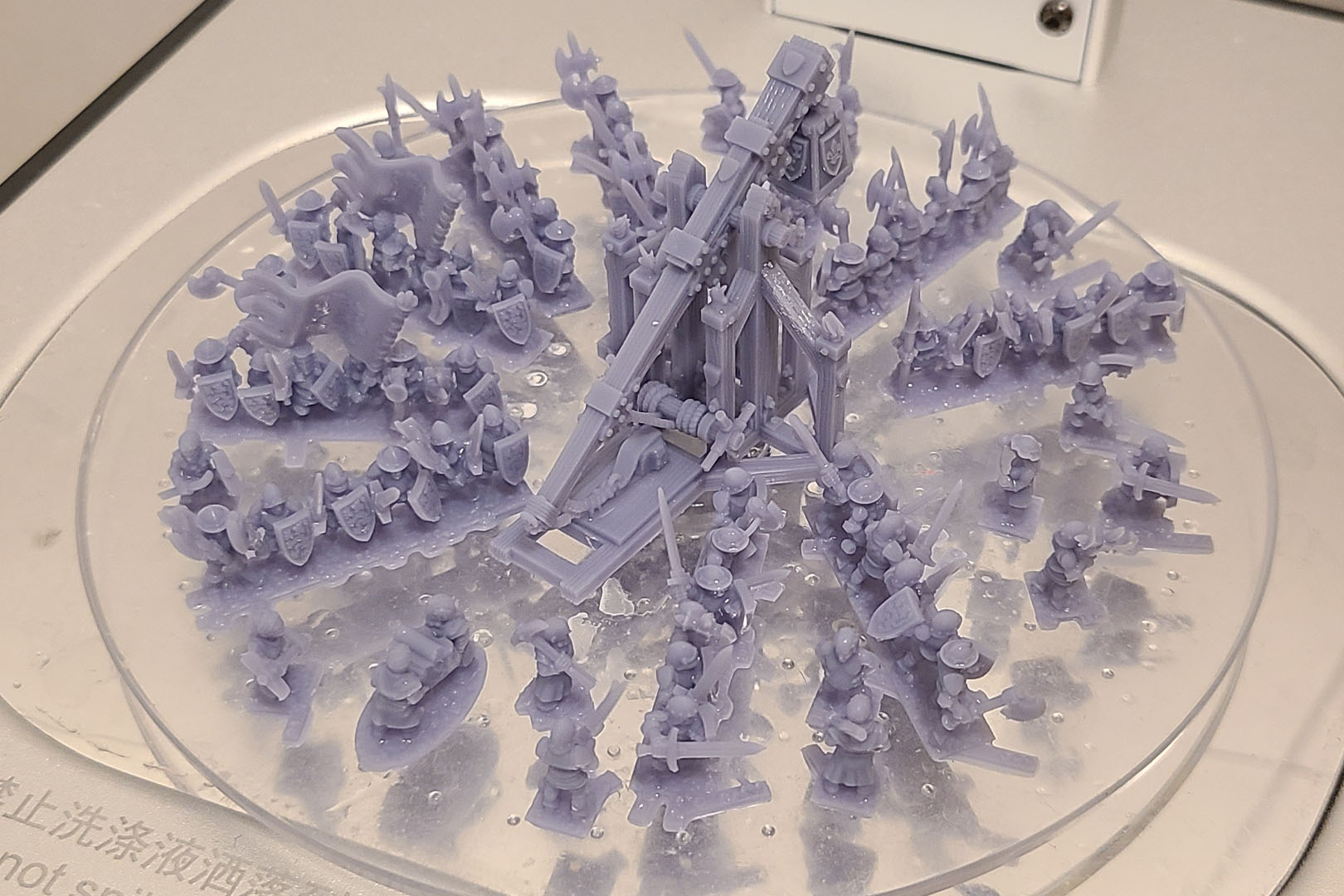
Wenn sie frisch aus dem Drucker kommen, sind deine Drucke überall mit unausgehärtetem Resin überzogen. Als Erstes musst du den Druck also ein wenig neigen, damit etwas Resin in den FEP-Behälter zurücktropft. Für die Reinigung verwende ich einen zweistufigen Prozess. Bevor ich den Druck in die Wash & Cure Station lege, habe ich einen "Pre-Dip"-Behälter, in den ich den Druck vorsichtig eintauche und den größten Teil des nicht ausgehärteten Resins entferne. Danach lege ich den Druck in die Wash & Cure / Wasch- und Aushärtestation. Das macht einen großen Unterschied, da das Isopropanol im W&C länger hält, bevor es sich trübt. Ich schlage vor, einen durchsichtigen Behälter für das Pre-Dip zu verwenden, denn du kannst ihn in die Sonne stellen, das Resin aushärten lassen, es einfach herausfiltern und das Isoprop wiederverwenden.

Während der Druck im Wash & Cure ist - für gewöhnlich etwa 5 Minuten - bereite ich einen Behälter mit heißem Wasser vor. Das macht das Entfernen der Stützen so viel einfacher. Ich tauche die ganze Platte in das warme Wasser, benutze den Schaber in einem Winkel und entferne den gesamten Druck von der Platte und tauche den Druck für eine Weile in das warme Wasser. Sobald er sich erwärmt hat, kannst du die Stützen leicht entfernen, indem du den Druck einfach biegst/bewegst. An dieser Stelle muss ich darauf hinweisen, dass es eine Ewigkeit dauert, die Stützen von den ForestDragon zu entfernen, da sich unter den Pferden eine Menge feiner Stützen befinden. Und viele der Bogenschützen haben es nicht geschafft, weil sie an den Knöcheln abgebrochen sind.


Danach lege ich sie auf ein Papiertuch, um sie kurz trocknen zu lassen, bevor ich sie auf die Drehscheibe der Aushärtungsstation lege. Normalerweise lasse ich sie weitere 5 Minuten in der Maschine aushärten, während ich den Arbeitsbereich und die verwendeten Werkzeuge aufräume. Stelle einen Mülleimer oder einen Müllsack bereit und säubere ihn gründlich, denn du willst nichts mit unausgehärtetem Resin verunreinigen. Außerdem halten Werkzeuge, die du sorgfältig pflegst, normalerweise länger. Informiere dich, wie du den Abfall, in deiner Region entsorgst und lüfte deinen Arbeitsbereich.
Insgesamt habe ich für den gesamten Druck etwa eine ganze Woche gebraucht, mit etwa 1-2 Platten pro Tag. Und etwa 15-20 Minuten Aufräumen nach jeder Platte (länger für die Ritter). Da ich kein zusätzliches Resin brauchte und alle 10 Platten mit dem, was ich hier hatte, drucken konnte, haben wir aktuelle Projektkosten von 565 EUR und etwa 3,5-5 Stunden Reinigungszeit für 3.500 Punkte Warmaster. Auch das Einrichten des Druckers, die Kalibrierung usw. kann seine Zeit in Anspruch nehmen. Ich hatte Glück, denn ich hatte Unterstützung durch einen Druckerveteranen und eine steile Lernkurve.
Zum Vergleich: Die 1.000-Punkte-Armee der Forest Dragons kostet 109 EUR bei Excellent Miniatures, wenn wir eine 3.000-Punkte-Liste bauen, liegen wir irgendwo bei 300-350 EUR. Wenn du nur daran interessiert bist, eine Warmaster-Armee in die Hände zu bekommen, und nicht die Zeit oder das Interesse hast, selbst zu drucken, ist das eine gute und vernünftige Option. Wenn du mehr als 500 EUR für gedruckte Miniaturen ausgibst, könnte es sich lohnen, einen eigenen 3D-Drucker zu kaufen, aber der Break-even-Point liegt wahrscheinlich bei etwa 700 EUR und darüber hinaus, wenn du nicht viel Zeit hast (oder keinen Platz, um einen Drucker richtig aufzustellen). Diese Berechnung bezieht sich auf Resin-Drucke. Gelände auf PLA etc. hat andere Umstände/Variablen.

Aber jetzt haben wir unsere Miniaturen, die wir entweder zu Hause gedruckt oder bei einem lizenzierten Händler gekauft haben - als Nächstes müssen wir die Armee zusammenstellen.
hat dir dieser Artikel gefallen?
Like us on Facebook

Follow me on Instagram

Kategorien
- Allgemein (208)
- Events (212)
- Fantasy (633)
- Galerie (133)
- Gelände (121)
- Historisch (701)
- In Arbeit (572)
- Little Big Adventures (4)
- Offtopic (9)
- Reviews (590)
- Science Fiction (788)










Kommentar verfassen